برای همهی ما پیش آمده که با یک اورهنگ (overhang) معلق بدقیافه در پرینت سه بعدی رو به رو شویم. این کابوس تمام طراحانی است که با سیستم FDM کار می کنند، اینکه سطح زیرین یک شیب، بدون هیچ گونه پشتیبانی مستقیم در هوا چاپ شود.
اورهنگ از رویکرد رایج لایه به لایه در چاپ سه بعدی ناشی می شود. وقتی به سطح زیرین یک شیب می رسید، هر لایه بعدی باید کمی بیشتر از لایه قبل از خود بیرون بزند. اینجاست که ممکن است همه چیز به هم بریزد: مقداری از پلاستیک در هوامعلق میشود و جاذبه شروع به پایین کشیدن آن می کند. بسته به زاویه شیب چاپ شده، میتوانیم اورهنگ را قابل چاپ یا شدید توصیف کنیم.
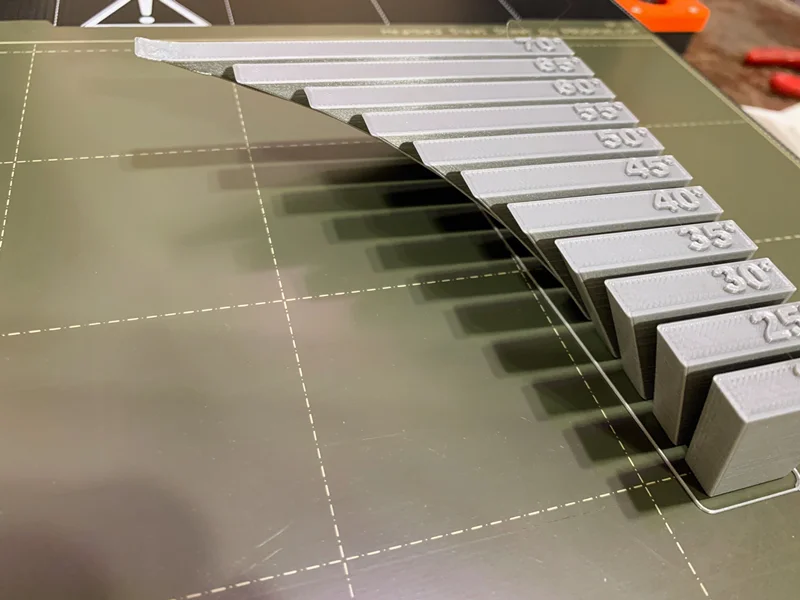
قانون 45 درجه یک راه مفید برای درک اورهنگ ها است. طبق این قانون، شیب های کمتر یا مساوی 45 درجه را می توان تمیز چاپ کرد اما هر چیزی با شیب بیشتر نیازمند پشتیبانی است. استفاده از ساپورت، گزینهی ایدهآلی نیست، زیرا میتواند پرینت را مخدوش کنند، دردسر، زمان چاپ و مصرف مواد را افزایش دهد، و همچنین هندسههای قابل چاپ (مانند حفرههای داخلی) را محدود کنند.
در این مطلب، نگاهی خواهیم داشت به اینکه چگونه می توان از مشکلات احتمالی در هنگام چاپ اورهنگ جلوگیری کرد. همچنین راههایی را به شما نشان خواهیم داد که میتوانید در صورت لزوم، اورهنگ ها را دور بزنید. اما بیایید با کمی عمیق تر به مشکلاتی که باید اجتناب کنیم، شروع کنیم.
افتادگی و پیچ خوردگی
البته قانون 45 درجه ای که ذکر شد بیشتر یک راهنما است و حتی برای اکثر چاپگرهای مدرن، محافظه کارانه تلقی میشود. همچنان که سیستمهای خنک کننده و نرم افزارهای برش توسعه پیدا کردهاند، توانایی های ما برای تولید دقیق و تمیز برآمدگی های شیب دار نیز بهبود یافته است.
اما چه اتفاقی میافتد هنگامی که یک برآمدگی با شیب تند چاپ میکنید؟ نتیجه معمولاً یکی از دو مشکل زیر است:
- افتادگی (Drooping): زمانی که پلاستیک قبل از اینکه جامد شود، به دلیل جاذبه به پایین کشیده می شود. در نهایت با رشته های معلق پلاستیکی مواجه خواهید شد که در زیر جایی که قرار است باشند آویزان شدهاند.
- پیچخوردن (Curling): زمانی که پلاستیک به اندازه کافی خنک نمیشود و به سمت بالا خم میشود. همانطور که مدل در حال چاپ است، متوجه خواهید شد که برخی از قسمت های چاپ بالاتر از ارتفاع نازل پیچ خورده است. پس از اتمام چاپ، سطحی ناهموار خواهید داشت که ممکن است شبیه افتادگی خفیف به نظر برسد.
اکنون که موارد پایه را پوشش دادیم، بیایید ببینیم چگونه از این مشکلات احتمالی جلوگیری کنیم.
تنظیم کردن پرینتر
قبل از تغییر و بهینه سازی تنظیمات اورهنگ، ابتدا باید عملکرد چاپگر و تنظیمات چاپ را بهینه کنید. این مرحله، پایهای قابل اعتماد برای چاپ اورهنگ به شما میدهد.
برای شروع، مطمئن شوید که چاپگر سه بعدی شما به درستی کالیبره شده است. می توانید به راهنمای اختصاصی ما در مورد کالیبراسیون اکسترودر و کالیبراسیون کامل چاپگر مراجعه کنید. در راهنمای کالیبراسیون چاپگر، مراحل تنظیمات اولیه مواد را نیز خواهید دید. ما این تنظیمات را برای بهبود اورهنگهای شما کمی تغییر میدهیم، بنابراین مطمئن شوید که برای شروع در وضعیت مناسبی قرار دارند. شما باید بتوانید با تنظیمات فعلی خود پرینت های یکنواخت و مشابهی داشته باشید، حتی اگر بی نقص نباشند.
هنگامی که چاپگر تنظیم شد، می توانیم ادامه دهیم و شروع کنیم!
۱. از فیلامنت خشک استفاده کنید.
فیلامنت مرطوب یکی از دلایل رایج برای بسیاری از عیوب چاپ است. این به این دلیل است که بیشتر رشته های FDM جاذب رطوبت هستند و فیلامنت را خراب میکنند. این رطوبت حتی می تواند از رطوبت محیط ناشی شود و باعث ایجاد مشکلات زیادی در هنگام چاپ می شود. این تداخل به ویژه برای اورهنگ می تواند افتادگی و زبری سطح را تشدید کند.
خوشبختانه، تشخیص این مشکل و خشک کردن فیلامنت مرطوب یک فرآیند نسبتاً ساده است.
۲. دمای نازل را کاهش دهید.
هم افتادگی و هم پیچ خوردگی میتوانند به دلیل خنک نشدن مناسب پرینت ایجاد شوند. برای کمک به چاپگر، می توانید دمای نازل را کاهش دهید.
با کاهش دما، فشار کمتری برای خنک کردن فیلامنت بر چاپگر احمال میشود. به این ترتیب، پلاستیک سریعتر جامد می شود و در نتیجه افتادگی و پیچ خوردگی کمتری ایجاد می کند.
تا جایی که امکان دارد دما را پایین نگه دارید در عین اینکه استحکام کافی را هم در نظر میگیرید. این روش، تمیزترین نتیجه را به دست میدهد.
۳. سرعت پرینت را کاهش دهید.
مانند کاهش دمای نازل، کاهش سرعت چاپ زمان بیشتری برای خنک شدن پلاستیک فراهم می کند. در همین حال، سرعت جریان آهستهتر مقداری فشار را از اکسترودر میگیرد و به شما امکان میدهد دمای نازل را حتی بیشتر کاهش دهید.
اگر فقط اورهنگ های کوچک آسیب می بینند، حداقل زمان لایه را افزایش دهید (این فقط لایه های کوچکتر را کند می کند). اگر همچنان جواب نگرفتید، سعی کنید چندین مدل را همزمان چاپ کنید تا به هر لایه زمان بیشتری برای خنک شدن بدهید.
به طور کلی، سرعت چاپ کندتر منجر به بهبود کیفیت چاپ می شود. همانطور که گفته شد، باید مراقب باشید که زیاده روی نکنید. چاپ خیلی آهسته، مخصوصاً روی لایه های کوچک، می تواند باعث شود که هات اِند برای مدت طولانی همانطور بماند و باعث داغ شدن بیش از حد مواد داخل آن شود.
برعکس، در موارد خاص، افزایش سرعت چاپ راه حل مشکل است. این باعث میشود که فیلامنت کش بیاید و به چاپ کمک کند شکل خود را حفظ کند (مثلاً هنگام پل زدن). این امر به ویژه در صورتی صادق است که از قبل یک خنک کننده قوی داشته باشید.
۴. از فن قوی استفاده کنید.
سرعت فن هر چه بالاتر باشد برای چاپ اورهنگ بهتر است. با این حال، قبل از شروع پرینت لایه ها، باید حد وسطی پیدا کنید.
برای PLA، تقریباً چیزی به عنوان "خنک کردن بیش از حد" وجود ندارد، در حالی که برای مواد با دمای بالا مانند ABS یا PC، باید بیشتر مراقب باشید. اگر حتی 100% سرعت فن کمکی نمی کند، می توانید فن ها و کانال های فن خود را تعویض کنید. یا به سراغ فن هایی با قدرت بالاتر بروید که هوای بیشتری را پمپ می کنند یا فن های شعاعی استفاده کنید.
با وجود فن قوی، می توانید سرعت چاپ را افزایش دهید. برخلاف استراتژی قبلی، این به جلوگیری از گرم شدن بیش از حد کمک، با دور کردن هات اِند، کمک میکند و خنک کردن پلاستیک را به عهدهی فن میگذارد.
۵. ارتفاع لایه را تنظیم کنید.
اورهنگ ها به دلیل معلق بودن در هوا چالش برانگیز هستند. با کاهش ارتفاع لایه اما می توان این اثر را کاهش داد. وقتی شیب چاپ میکنید، در واقع، لایههای پلکانی چاپ میکنید (تصویر بالا). در ارتفاع لایههای ظریفتر، میتوانید تعداد پلههای بیشتری را در نظر بگیرید، به این معنی که هر لایه باید کمتر از لایه زیر بیرون بزند. نتیجه تعلیق کمتر در هر لایه است که با افتادگی کمتر نیز ارتباط مستقیم دارد.
از سوی دیگر، لایه های ضخیم تر استحکام بیشتری دارند. در پرینت سه بعدی، لایه های ضخیم تر بهتر در برابر افتادگی مقاومت می کنند، حتی اگر بیشتر از لایه زیر بیرون بزنند. نتیجه یک شیب یکنواخت تر است، حتی اگر هر لایه کمی به سمت پایین متمایل شود.
مزیت دیگر لایههای ضخیمتر این است که گاهی اوقات میتوانند در برابر پیچخوردگی مقاومت کننر. در حالی که به میزان خنکسازی بیشتری نیاز دارند، لایههای ضخیمتر میتوانند بر روی چاپ فشار وارد کنند و از بلند شدن آن جلوگیری کنند.
۶. تنظیمات پوسته (Shell) را کنترل کنید.
"پوسته" به دیوارهایی اشاره دارد که infill چاپ را احاطه کرده اند. برای دستیابی به اورهنگ های درست، چند ترفند وجود دارد که می توانید انجام دهید:
- تنظیم عرض اکستروژن: سرد کردن اکستروژن با عرض ضخیم، سختتر است، اما همپوشانی با لایه زیر را افزایش میدهد. از این تنظیم برای پیدا کردن یک حد وسط خوب استفاده کنید. در UltiMaker’s Cura، آن را به عنوان «Line Width» میتوانید پیدا کنید.
- بهینه سازی ترتیب چاپ دیوارها: اکثر برش دهنده ها به شما امکان می دهند نحوه چاپ پوسته را مشخص کنید. در حالت ایدهآل، قبل از دیوارهای بیرونی، دیوارههای داخلی را چاپ کنید تا لایهها یک پشتیبان داشته باشند. این به اورهنگها کمک می کند تا روی مسیرهای داخلی تکیه کنند. در Cura، میتوانید از منوی کشویی در «Wall Ordering»، «Inside to Outside» را انتخاب کنید.
- مسیرهای پوسته را افزایش دهید: با افزایش تعداد مسیرها در پوسته، همپوشانی بین هر لایه را افزایش می دهید. مسیرهای بیرونی نیز مسیرهای داخلی بیشتری به عنوان تکیه گاه خواهند داشت. تعداد دیوارها را در قسمت «Wall Line Count» افزایش دهید.
جایگزین ها
اگر هیچ یک از گزینه های بالا کارساز نبود، چند گزینه وجود دارد که ممکن است بخواهید در نظر بگیرید.
چاپ سه بعدی Non-Planar
شاید نام چاپ سه بعدی Non-Planar را شنیده باشید. به طور خلاصه، به جای حرکاتی که توسط چاپگرهای دروازه ای سنتی ارائه می شود، که در آن محورهای X و Y به طور همزمان حرکت می کنند و محور Z تنها زمانی این کار را انجام می دهد که محورهای X و Y متوقف می شوند، ماشین های غیرمسطح می توانند منحنی هایی ایجاد کنند که به یک محور محدود نمی شوند.
این یک جایگزین آسان نیست - بیشتر برش دهنده ها نمی توانند G-code مربوطه را ایجاد کنند - و به دلیل پیچیدگی های چاپ، به طراحی هد چاپی نیاز دارید که بتواند آن را به دست آورد. با این حال هنوز یک گزینه است!
از اورهنگ در طراحیهایتان استفاده نکنید!
این به چند روش قابل اجرا است:
- طراحی با در نظر گرفتن اورهنگ: اگر مدل خود را طراحی میکنید، به جای fillets با chamfers یا قرار دادن سازههایی در زیر اورهنگ برای حمایت از آنها استفاده کنید. برای سوراخ های افقی، سعی کنید از شکل قطره اشک استفاده کنید تا از افتادگی جلوگیری کنید. هنگامی که با برآمدگی های تیز مواجه می شوید، می توانید آنها را به پل های مستقیم تبدیل کنید، زیرا چاپ پل ها بسیار آسان تر است.
- جهت را تغییر دهید: همه جهت های چاپ یکسان ایجاد نمی شوند. بسته به مدل شما، تنظیمات خاصی منجر به کاهش چشمگیر اورهنگ می شود. تصویر بالا این را به خوبی نشان میدهد: حروف "T" و "E" که در جهت اصلی خود به پشتیبانی نیاز دارند، میتوانند جهت حذف کامل برآمدگیها تغییر جهت دهند.
- بخش بندی کردن مدل: گاهی اوقات، برآمدگی در یک مدل پیچیده اجتناب ناپذیر است. این زمانی است که می توانید آن را به چندین فایل تقسیم کنید. این می تواند چاپ های چالش برانگیز قبلی را بسیار ساده تر کند. پس از چاپ، میتوانید به سادگی قطعات را به هم بچسبانید!
- از پشتیبانی استفاده کنید: اگر واقعاً به آن نیاز دارید، از سازههای ساپورت استفاده کنید! اگر چاپگر شما قابلیت اکستروژن دوگانه را دارد، حتی میتوانید از ساپورت های حلشونده برای ساختارهای پیچیدهتر استفاده کنید که میتوان آنها را شسته و از بین برد.
منبع: All3dp
دیدگاه خود را بنویسید