هنگامی که نازل چاپگر پرینتر سه بعدی FDM حرکت میکند تا به نقطه بعدی برسد، گاهی اوقات ممکن است پلاستیک ذوب شده را بریزد که سپس جامد شده و به قطعات چاپ شده میچسبد. این نشت پرینتر سهبعدی باعث تشکیل رشتههای نازکی از پلاستیک میشود که شبیه به تارهای عنکبوتی یا تارهای نازک مو است. در این مطلب 5 راه حل مشکل نشت و رشتهرشته شدن فیلامنت در پرینت سه بعدی را توضیح می دهیم.
علل اصلی نشت و رشته رشته شدن پلاستیک در چاپگرهای FDM، استفاده از تنظیمات بازگشت نادرست و تنظیم دمای بیش از حد زیاد برای هات اِند است. برای مثال، فیلامنت PETG به دمای نسبتاً بالا برای ذوب شدن نیاز دارد و به همین دلیل به رشته رشته شدن مشهور است. با این حال فیلامنت PLA و ABS نیز این مشکل را دارند.
خوشبختانه، روشهایی برای جلوگیری از این مشکل در پرینترهای سهبعدی وجود دارد. در این مطلب، به بررسی پنج راهحل ساده میپردازیم.
1. فعال سازی retraction
retraction عموماً روشی رایج برای مقابله با مشکل رشته رشته شدن در پرینترهای سهبعدی است. فعال کردن retraction به این معنی است که در مواقعی که اکسترودر باید مسیری را طی کند، فیلامنت توسط فیدر به عقب کشیده میشود – فقط کمی. این اقدام جلوی جاری شدن پلاستیک ذوب شده را در سر نازل میگیرد.
در بیشتر برنامههای اسلایسر مانند کیورا Cura، ریترکشن Retraction به طور پیشفرض فعال است. با این حال، بهتر از همیشه از این موضوع اطمینان حاصل کنید، به خصوص در مواقعی که با این مشکل مواجه میشوید. اگر این گزینه را فعال کرده اید و همچنان مشکل رفع نشده است، ممکن است نیاز باشد تا وارد تنظیمات جزئی retraction شوید:
Retraction Distance
مسافت retraction احتمالاً حساسترین مورد از این تنظیمات است زیرا میزان مسافتی که فیلامنت طی میکند را تعیین میکند. به طور کلی، هرچه نازل بتواند بیشتر عقب کشیده شود، احتمال رشته رشته شدن در پرینتر سهبعدی کمتر است. یا این حال، اگر بیش از حد عقب کشیده شود، فیلامنت ممکن است در زمان نیاز به ادامه چاپ در داخل هات اِند موجود نباشد.
مسافت بازگشت ممکن است بسته به نوع اکسترودری که استفاده میکنید، متغیر باشد. با این حال، یک اکسترودر در یک ساختار Bowden به طور معمول نیاز به مسافت بازگشت بیشتری دارد که آن هم به دلیل مسافت بیشتر بین نازل و دنده درایو است.
برای تعیین مسافت صحیح retraction، ممکن است نیاز به چاپ آزمایشی داشته باشید. این آزمایش چاپ retraction را امتحان کنید: سریع چاپ میشود و نیاز به مقدار زیادی فیلامنت ندارد.
Retraction Speed
سرعت بازگشت تعیین میکند که چقدر سریع فیلامنت عقب کشیده میشود. سرعت بازگشت بالاتر، امکان رشته رشته شدن را در چاپگر کمتر میکند. با این حال، سرعت بیش از حد، ممکن است باعث جدا شدن فیلامنت از قسمت دیگر داخل نازل شود. بدتر از آن، حرکت سریع دنده درایو ممکن است باعث خرد شدن پلاستیک ذوب شده و مسدود شدن نازل شود.
بنابراین، یک سرعت میانگین مناسب (میان آهسته و سریع) پیدا کنید. این سرعت ممکن است بسته به متریال چاپی متغیر باشد. با چندین بار آزمون و خطا میتوانید سرعت بازگشت ایدهآل را تعیین کنید.
چه تنظیماتی باید استفاده کرد؟
برای تعیین مقادیر retraction بهینه، ابتدا باید نوع اکسترودری که استفاده خواهید کرد و موادی که قصد چاپ با آنها را دارید را بشناسید.
موادی مانند ABS و PLA معمولاً با سرعت 40 تا 60 میلیمتر بر ثانیه و مسافت بازگشت 0.5 تا 1.0 میلیمتر در اکسترودرهای مستقیم مناسب عمل میکنند. از طرف دیگر، اکسترودرهای در ساختار Bowden عموماً نیاز به سرعتی در حدود 30 تا 50 میلیمتر بر ثانیه با مسافت بازگشت حدود 2.0 میلیمتر دارند. این ارقام ثابت نیستند و میتوانند بسته به متغیرهای مختلف تغییر کنند.
برخی از برنامههای اسلایسر، مانند سیمپلیفای تری دی Simplify3D، دارای پارامترهای "coast" و "wipe" هستند که ابزارهای قدرتمندی برای تنظیمات دقیقتر retraction هستند. همانطور که از نامش پیداست، wipe نازل را در امتداد دیوار خارجی حرکت میدهد تا پلاستیک باقیمانده را پاک کند، در حالی که coasting در چند میلیمتر آخر خط چاپ، اکسترودر را خاموش میکند تا از افزایش فشار جلوگیری کند و جلوی نشتی را بگیرد.
در Cura، تنظیم "Retraction Minimum Travel" باعث می شود که retraction فقط در صورتی اتفاق بیفتد که سر چاپ مسافتی خاص طی کند. این گزینه محض احتیاط در برابر خرد شدن فیلامنت عمل میکند. گزینه ی دیگری که میتوان مد نظر قرار داد، "Combing Mode" است که حرکتهای پرینتر را کنترل میکند تا بازگشتهای غیرضروری را از بین ببرد. تمام تنظیمات بازگشت در منوی "Travel" در Cura قابل در دسترس هستند.
2. تنظیم دمای مناسب
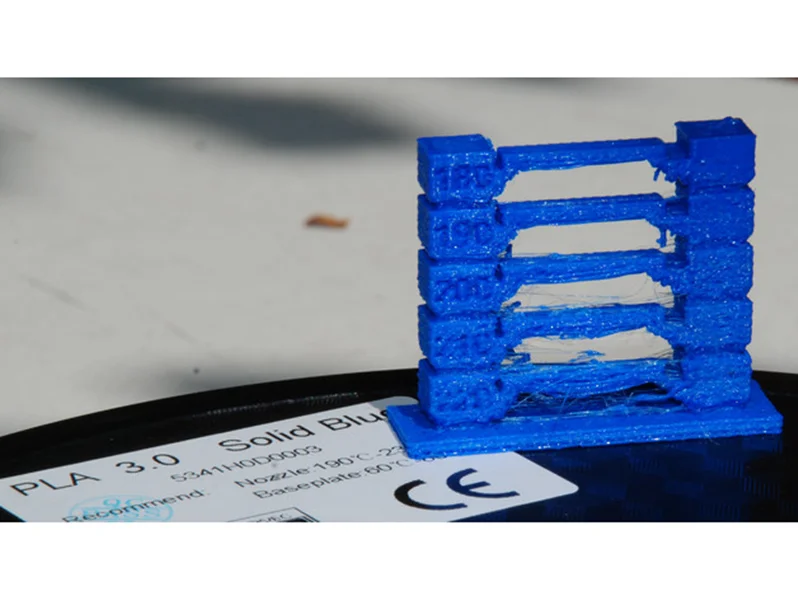
با افزایش دما، مادهی چاپ مایع تر میشود و احتمال چکیدن آن از نازل بیشتر می شود، حتی پس از اعمال تنظیمات retraction. دمای نازل پایین تر این احتمال را کاهش می دهد. با این حال، باید مراقب باشید که دما را خیلی پایین تنظیم نکنید. دمای بسیار پایین می تواند از ذوب شدن فیلامنت جلوگیری کند و مشکلاتی را در اکستروژن ایجاد کند. دمای ایده آل به متریال چاپ و سایر تنظیمات چاپ بستگی دارد. با این حال، به طور کلی توصیه می شود زمانی که متوجه رشته ها شدید دما را کاهش دهید. می توانید دمای نازل را 5 تا 10 درجه سانتیگراد کاهش دهید، اما هرگز دما را کمتر از حداقل دمای توصیه شده توسط سازنده کاهش ندهید. دمای نازل توصیه شده برای برخی از محبوب ترین فیلامنت ها به شکل زیر است:
PLA: 180-220 °C
ABS: 210-250 °C (90-110 °C print bed)
PETG: 220-250 °C
TPE: 210-260 °C (20-110 °C print bed)
PVA: 160-215 °C (60 °C print bed)
TPU: 210-230 °C (30-60 °C print bed)
استفاده از چاپ آزمایشی calibration tower test print، راهی عالی برای تعیین دمای ایدهآل برای هر متریال چاپ است.
3. سرعت چاپ را تنظیم کنید.
سرعت چاپ نیز می تواند منجر به رشته رشته شود. به عنوان مثال، اگر نازل بیش از حد طول بکشد تا بین دو نقطه حرکت کند، احتمالاً وقوع مشکل بیشتر است زیرا پلاستیک مذاب زمان بیشتری برای خروج از نازل دارد. اما اگر اکسترودر بتواند سریعتر حرکت کند، حرکات کوتاه ممکن است به اندازه کافی سریع باشد که رشته زمان کافی برای خروج نداشته باشد.
افزایش سرعت حرکت نازل در زمانی که چاپ انجام نمی دهد می تواند امکان بروز مشکل را کاهش دهد، اما اگر دما کم و سرعت چاپ خیلی زیاد باشد، ممکن است در نهایت منجر به under extrusion شود زیرا پلاستیک زمان کافی برای اکسترود نخواهد داشت.
به طور کلی، سرعت 190 تا 200 میلیمتر بر ثانیه با اغلب مواد چاپی به خوبی کار میکند، اما MatterHackers دریافته است که سرعت جابجایی نازل 150 میلیمتر بر ثانیه برای اکثر چاپگرها ایدهآل است.
باید قبل از انجام هر گونه تنظیماتی بررسی کنید که پرینتر شما از چه سرعتی استفاده میکند. برای مثال سرعت حرکت محور X/Y نشان دهنده سرعت حرکت از سمتی به سمت دیگر است و این سرعت مستقیماً با مدت زمانی که نازل صرف حرکت در یک فضای خالی می کند، ارتباط دارد.
سیمپلی فای Simplify3D دارای امکاناتی است که تضمین می کند که مسیر سفر به اندازه کافی کوتاه باشد تا امکان نشت را کاهش دهد، حتی اگر مجبور به دوری از فضاهای باز باشد. در واقع، اکثر اسلایسرها، از جمله، cura تنظیماتی برای افزایش سرعت نازل برای حرکات غیر چاپی دارند.
4. پیش از چاپ، نازل را کاملا تمیز کنید.
زمانی که از یک پرینتر برای مدت زمان طولانی استفاده میکنید، به ویژه با یک متریال خاص مانند PETG، فیلامنت یک لایه نازک از خود در داخل و خارج از نازل باقی میگذارد.
برای جلوگیری از این مشکل، قبل از چاپ مطمئن شوید که نازل به طور کامل تمیز شده است. ابتدا از بیرن نازل شروع کنید و با یک حوله مرطوب آن را پاک کنید در حالی که هنوز گرم است. میتوانید از یک مسواک سیمی یا یک تیغه کوچک برای برداشتن مواد باقیمانده استفاده کنید.
سپس به سراغ داخل نازل بروید و باقیماندههایی که خروجی نازل را بستهاند، پاک کنید. سادهترین روش برای انجام این کار، وارد کردن یک سوزن نازل یا مته کوچک به نازل است. اگر این روش کار نکرد، میتوانید از روش cold pull استفاده کنید تا هر نوع آلودگی باقیمانده از فیلامنت های قبلی را بردارید.
5. رطوبت را از فیلامنت دور نگه دارید.
رطوبت موجود در هوا می تواند به فیلامنت آسیب برساند و منجر به بروز مشکل رشتهای شدن بشود. هنگامی که رطوبت وجود دارد، با گرم شدن پلاستیک به بخار تبدیل می شود. این بخار می تواند با پلاستیک مخلوط شود و احتمال نشتی در هنگام حرکات غیرچاپی را افزایش دهد.در این مواقع، PLA بسیار بد عمل می کند زیرا در مقایسه با ABS و سایر مواد بیشتر مستعد جذب رطوبت است. با این حال، تمام رشته های چاپ سه بعدی FDM تا حدی جاذب رطوبت هستند.
رشتهای شدن شدید نشانه آن است که فیلامنت رطوبت دارد. خبر خوب این است که می توانید فیلامنت خود را خیلی راحت خشک کنید و با چند روش مختلف آن را آماده چاپ کنید. اولین مورد خرید یک خشک کن فیلامنت است. این ماشین ها فیلامنت را گرم کرده و رطوبت را در یک محیط کنترل شده تبخیر می کنند. Sovol SH01 و Sunlu FilaDryer S2 هر دو گزینه های خوبی برای خشک کردن فیلامنت هستند.
گزینه دیگر این است که فیلامنت را در فر خشک کنید. باید دمای انتقال شیشه را برای فیلامنت خود بررسی کنید و قبل از قرار دادن قرقره در داخل فر، صبر کنید تا فر گرم شود. بهتر است که فیلامنت را به مدت چهار تا شش ساعت در فر بگذارید. پس از آن که فیلامنت را به درستی خشک کردید، باید آن را در محیطی بدون رطوبت نگهداری کنید.
منبع: All3dp.com
دیدگاه خود را بنویسید